任务一 认识PMC地址
一、PMC接口信号
1.PMC信号
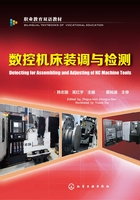
PMC的结构和控制信号的工作流程如图3-1-1所示。

图3-1-1 PMC的结构和控制信号的工作流程

①地址为G和F的信号,由CNC控制软件决定其地址。
例如,自动运转启动信号ST的地址是G7.2。
②机床和PMC之间的接口信号(地址X和Y),是由机床厂家设计人员分配的。
③急停信号(*ESP)和跳转信号(SKIP)等高速信号,由CNC直接进行读取,这些直接输入信号的X地址是确定的,其他信号的X和Y地址可根据实际情况任意定义。
2.I/O Link的地址
I/O Link的地址范围见表3-1-1。
表3-1-1 I/O Link的地址范围

3.地址分配
(1)硬件地址
在进行模块分配的时候,首先要注意的是各I/O单元模块的物理连接(即实际的硬件连接):GROUP(组号)、BASE(基座号)、SLOT(插槽号)。一般来说,系统的I/O Link接口默认的组号为第0组,一个JD1A连接一组。从第0组开始,组号顺序排列。基座号是在同一组内的分配,基座号从0开始。插槽号为同一基座内的分配,插槽号从1开始。一旦系统的I/O单元模块硬件连接固定,其硬件地址也就固定好了。在PMC中进行模块分配,其实就是要把硬件连接和软件上设定的地址统一(即物理点与软件点对应)。
(2)模块分配(软件地址)
系统I/O单元模块的分配很自由,但是也有一个规则,即:连接手摇式脉冲发生器的模块必须为16字节,且手摇式脉冲发生器连接在离系统最近的一个16字节(OC02I)I/O单元模块的JA3接口上。对于此16字节模块,Xm+0~Xm+11用于输入点,即使实际上没有那么多输入点,但为了连接手摇式脉冲发生器,也需要如此分配。Xm+12~Xm+14用于三个手摇式脉冲发生器的输入信号。
只连接一个手摇式脉冲发生器时(第一手摇式脉冲发生器),旋转手轮可看到Xm+12中信号在变化。Xm+15用于输出信号的报警。m为在模块分配时定义的起始地址,一旦分配的起始地址(m)定义好,则模块内的点地址也相应地有了固定地址。
(3)模块名称(分配的字节大小)
OC02I为模块的名字,表示该模块为16字节输入。
OC02O为模块的名字,表示该模块为16字节输出。
OC01I为模块的名字,表示该模块为8字节输入。
OC01O为模块的名字,表示该模块为8字节输出。
不用模块名称,也可用“/”和“数值”表示,例如:
/6表示该模块有6字节。
/8表示该模块有8字节。
0i-D/0i Mate-D系统的I/O点、手摇式脉冲发生器的脉冲信号,都连接在I/O Link总线上,在PMC梯形图编辑之前,都要进行I/O单元模块的设置(地址分配),同时也要考虑手摇式脉冲发生器的连接位置。
(4)地址的分配
在PMC的模块页面(MODULE)上,可分配模块的信号地址,地址分配见图3-1-2。

图3-1-2 模块的信号地址
0i-D可选择的I/O单元模块有很多种,但是分配原则都是一样的。下面针对几种典型的I/O单元模块,如0i-D用I/O单元模块A和机床面板的地址分配进行说明。
说明:0i-D用I/O单元模块A,是一个具有96个输入点、64个输出点的I/O单元模块,其上带有手摇式脉冲发生器接口。对于此手摇式脉冲发生器接口是否涉及分配模块大小的问题,将在下面的具体分配时说明。
①0i-D仅用I/O单元模块A,不再连接其他模块时,硬件组成情况如图3-1-3所示,地址设置情况如图3-1-4所示。

图3-1-3 硬件组成情况

图3-1-4 地址设置情况
②用标准机床操作面板时,除了机床操作面板,一般机床侧还有0i-D用I/O单元模块A或其他I/O板,以及手摇式脉冲发生器。手摇式脉冲发生器可接在I/O Link总线任一I/O单元模块的JA3上,但是在模块分配上,要注意连接手摇式脉冲发生器的模块分配字节的大小。其硬件组成情况如图3-1-5所示。

图3-1-5 硬件组成情况
若使电柜中I/O单元模块的输入地址从X0开始进行分配,因为其连接时使用了第二个JD1A(如图3-1-5所示),属于第1组I/O,则应该输入1.0.1.OC01I,Y从Y0开始进行分配,输入101/8。
机床操作面板输入地址从X20开始进行分配,因为其连接时使用了第一个JD1A(如图3-1-5所示),属于第0组I/O,故输入0.0.1.OC02I(OC02I对应手摇式脉冲发生器),输出地址从Y20开始进行分配,输入0.0.1./8。
其地址设置情况如图3-1-6所示。

图3-1-6 地址设置情况
二、地址说明
1.X地址信号
从机床送到PMC的信号用X地址表示,如接近开关、极限开关、压力开关、操作按钮等输入元件的信号,PMC接收机床侧各装置的输入信号,在梯形图中进行逻辑运算,作为机床动作的条件及对外围设备进行诊断的依据。
部分X地址信号是由CNC直接读取的,所以不需要PMC进行处理。直接地址信号见表3-1-2。表3-1-2中的信号具有如下特点。
表3-1-2 直接地址信号

①CNC直接读取,所以不需要PMC进行处理。
②定要使用急停信号(*ESP)。SKIP等其他信号不使用时,其地址可由其他通用信号使用。
③带*的信号是负逻辑信号。例如,急停信号(*ESP)通常为1,处于急停状态时*ESP为0。
④把参数3006#0设为1时,回参考点减速信号(DEC)变为地址G196,但此时需要编入顺序程序。
2.Y地址
Y是由PMC输出到机床的信号。在PMC控制程序中,根据机床设计的要求,输出信号控制机床侧的电磁阀、接触器、信号灯等动作,满足机床运行的需要。
3.F地址
F是由控制伺服电机与主轴电机的系统部分输入到PMC的信号,系统部分将伺服电机和主轴电机的状态,以及请求相关机床动作的信号(如移动中信号、位置检测信号、系统准备完成信号等),反馈到PMC中进行逻辑运算,作为机床动作的条件及进行自诊断的依据,其地址从FO开始。
4.G地址
G是由PMC输出到系统部分的信号,对系统部分进行控制和信息反馈(如轴互锁信号、M代码执行完毕信号等),其地址从GO开始。
5.地址范围
机床和PMC之间的接口信号(X与Y),除了个别地址被FANUC公司定义外,其余绝大多数地址可以由机床厂家设计人员分配和定义,所以对于X、Y地址的含义,必须参见机床厂家提供的技术资料,但是CNC与PMC之间的接口信号(G与F)是FANUC公司已经定义好的,机床厂家在使用时,只能根据FANUC公司提供的地址表“对号入座”,所以在需要时只要查看PMC的地址表(表3-1-3)即可。
表3-1-3 PMC的地址

可变定时器(T)、计算器(C)、保持型继电器(K)、数据表(D)在断电时要保持其中的值。这4种叫做PMC参数。
三、数据形式
1.带符号二进制形式(Binary)
PMC可进行1字节、2字节、4字节长的二进制处理,PMC可使用的二进制数值范围见表3-1-4。
表3-1-4 二进制数值范围

从R100开始,指定4字节长的区域时,多字节地址使用示例见表3-1-5。
表3-1-5 多字节地址使用示例

带符号二进制地址表达方式见表3-1-6。用R100和R101两个字节表示100和-100时的地址表达方式。
表3-1-6 带符号二进制地址表达方式

2.BCD形式(二-十进制)
在十进制数的BCD码中,用4位二进制数表示十进制数的各位。例如:十进制数10用BCD形式表示如图3-1-7所示。

图3-1-7 十进制数10用BCD形式表示
3.位的形式(bit)
处理1位信号和数据时,在小数点之后指定地址的位号。例如:X1.2(地址X1的位)。
四、PMC程序
1.程序级
二级程序的开头到END1命令之间为第一级程序,系统每隔8ms读取一次,主要处理急停、跳转、超程等紧急动作。第二级编写普通的顺序程序。
在PMC程序中,使用的编程语言是梯形图(LADDER)。对于PMC程序的执行,可以简单地总结为,从梯形图的第一行程序开始,按由上到下、由左到右的原则执行程序,到达梯形图结尾后再回到梯形图的开头,循环往复,顺序执行。顺序程序的处理过程示例如图3-1-8所示。该例所示为压下自动运行启动按键的相关处理时序。

图3-1-8 顺序程序的处理过程示例
2.PMC构成
PMC构成情况可在系统PMC设定页面中进行查看,如图3-1-9所示。

图3-1-9 PMC构成情况