1.1.3 其他指令
(1)极坐标编程G16、G15
①指令格式:G16;
…
G15;
②指令功能 在有些指定了极半径与极角的零件图中,可以简化程序和减少节点计算。
③指令说明 一旦指定了G16后,机床就会进入极坐标编程方式。X表示为极坐标的极半径,Y表示为极角。
④应用举例
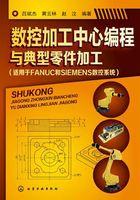
如图1-20所示,参考程序如下。

图1-20 极坐标编程G16、G15
O0001;
M06 T01; 换01号刀具
G43 H01 Z100.; 执行刀具长度补偿
G40 G69 G15; 取消模态代码,使机床初始化
G90 G54 G0 X0 Y0 M03 S1000; 定位,主轴打开
Z3.M08; 接近工件表面,打开冷却液
G16; 打开极坐标编程
G81 X40.Y45.Z-10.R3.F120; 使用G81打孔循环,X40表示孔的极半径为40,Y45则表示极角为45°;
Y135.; 极半径不变,极角增大
Y225.;
Y315.;
G0 Z30.;
G15; 取消极坐标
M09; 在主轴停转前关闭冷却液
M30; 程序结束
(2)时间延迟指令G04
①指令格式:G04 X .或G04 P ;
②指令功能 当加工台阶孔或有需要执行时间延迟动作时可使用该指令。
③指令说明 地址码X或P都为暂停时间。其中X后面可用带小数点的数值,单位为s,如G04 X3.表示前面程序执行完后,要延迟3s再继续执行下面程序;地址P后面不允许用小数点,单位为ms。需延迟3s则用G04 P3000。
(3)程序暂停指令M00、M01
①指令格式:M00(M01)
②指令说明 当执行到M00(M01)时程序将暂停,当按“循环启动”按钮后程序又继续往后走,适用于加工中的测量等。动作为:进给停止,主轴仍然转动(视机床情况而定,但一般都是不停),冷却液照常。
M01功能和M00相同,但选择停止或不停止,可由执行操作面板上的“选择停止”按钮来控制。当按钮置于ON(灯亮)时则M01有效,其功能等于M00,若按钮置于OFF(灯熄)时,则M01将不被执行,即程序不会停止。
FANUC 0i-MC系统G指令如表1-2所示。
表1-2 FANUC 0i-MC系统G指令

续表

续表

注:1.☆记号的G代码在电源开时是这个状态。对G20和G21,保持电源关以前的G代码。G00、G01、G90、G91可用参数设定选择。
2.群00的G码不是状态G码。它们仅在所指定的单步有效。
3.如果输入的G码一览表中未列入的G码,或指令系统中无特殊功能的G码会显示警示(No.010)。
4.在同一单步中可指定几个G码。同一单步中指定同一群G码一个以上时,最后指定的G码有效。
5.如果在固定循环模式中指定群01的任何G代码,固定循环会自动取消,成为G80状态。但是01群的G码不受任何固定循环的G码的影响。
M码功能说明见表1-3。
表1-3 M码功能说明
