1.2 国内外相关研究现状
◎1.2.1 作业切换
作业现场,是指从一种作业任务完成切换到另一种作业任务开始,通常要做多种切换动作,使作业活动停下来,也被称为作业切换。在生产车间,作业切换是指一台机器上一种任务加工结束到下一种任务开始加工的准备活动,或者说使机器或生产线停止生产而从事的切换活动,主要包括更换刀具、工装夹具、安装调试等活动,其中,安装活动包括工件的安装、切削刀具的安装等,调试包括刀具的尺寸调整,刀具与工件的定位,切削速度和进给速度的调整,加工直径的找正等。由于工件的加工特征存在差异,如由于工件尺寸、加工精度、加工技术等不同,产生的作业切换时间不同。作业切换活动可以划分为内部作业切换、外部作业切换和机器的调试。内部作业切换是指必须把机器停下来才能进行的切换活动,如模具的拆卸与安装。外部作业切换是指在机器运转中可进行的准备作业活动,如原材料、刀具、模具和辅料等的准备活动。机器的调试活动是指模具安装完成到第一个合格品产出的作业活动。机器的调试时间一般约占整个作业切换时间的50%~70%。减少调试时间对于缩短作业切换时间很重要。当车间加工接近满负荷运行时,加工顺序依赖作业切换时间的效果具有重要意义。因此,70%的生产管理应当考虑加工顺序依赖作业切换时间的生产调度。针对排序依赖作业切换时间的调度问题,通过对许多行业包括生产控制、电子行业、印刷电路板制造行业等进行调研,结果显示较多行业都存在作业切换时间,并且对生产调度有一定的影响。
在生产调度理论诞生的60多年时间里,针对生产调度的相关研究很多,然而调度数据显示在研究生产调度问题时,大部分人都忽视了作业切换时间。目前作业切换时间的相关研究主要包括排序依赖作业切换时间(Sequence- Dependent Setup Time,SDST)和排序独立于作业切换时间(Sequence-Independent Setup Time,SIDST)的研究。SDST指工件在某台机器上的作业切换时间依赖该台机器上紧前紧后加工工件的顺序,该种情况比较符合实际生产情况。SIDST指工件的作业切换时间是固定的,不依赖于作业排序,这与实际生产情况并不符合,但在实际调度中,SIDST可以降低生产调度管理的复杂度。国内各大钢厂对作业切换时间的研究主要考虑了机器故障维修产生的作业切换时间,即主要在机器管理方面,通过全员机器管理和RCM(Reliability Centered Maintenance)等方法,依靠机器运行的高精度来减少机器故障带来的作业切换时间,加快机器运行的速度等,但是对于加工资源的安排、操作人员的动作规范、生产过程中的动态作业调整等方面还涉及较少。吕冬梅等将作业切换活动分解为多个子项活动,各子项活动的时间比例见表1.1。
表1.1 作业切换项目的时间比例

通过研究排序独立于作业切换时间的单机调度问题,将作业切换时间表达为线性函数Si=δi(ai+bit)或者Si=δibt。Koulamas Christos等人认为作业切换时间具有学习效应,给出作业切换时间与加工时间的关系式 γ为学习效应因子,p[i]为加工时间。Yang Suh-Jenq等人提出工件组的实际作业切换时间与开始加工时间的线性关系
γ为学习效应因子,p[i]为加工时间。Yang Suh-Jenq等人提出工件组的实际作业切换时间与开始加工时间的线性关系 ,这考虑了退化效应,其中,δi为工件组Gi作业切换退化系数。Yang Suh-Jenq等人基于学习效应和退化效应研究了成组调度问题,给出了作业切换时间表达式
,这考虑了退化效应,其中,δi为工件组Gi作业切换退化系数。Yang Suh-Jenq等人基于学习效应和退化效应研究了成组调度问题,给出了作业切换时间表达式 ,Si为工件组Gi的标准作业切换时间。Yin Na等人提出工件组Gi的实际作业切换时间为
,Si为工件组Gi的标准作业切换时间。Yin Na等人提出工件组Gi的实际作业切换时间为 ,其中Si是标准作业切换时间,b3≤0是所有工件组作业切换时间的学习指数,ui是分配到工件组不可更新资源的数量,
,其中Si是标准作业切换时间,b3≤0是所有工件组作业切换时间的学习指数,ui是分配到工件组不可更新资源的数量, 为分配到工件组Gi的资源数量,βi是工件组Gi的正压缩率。Kwak Ik-Soon等人提出排序依赖作业切换时间的单机调度的作业切换时间依赖于紧邻工件的大小,假设λi是工件i的大小尺寸,则从工件i切换到工件j的作业切换时间为sij=f(λi-λj),如果λi≥λj,则sij≤sji。
为分配到工件组Gi的资源数量,βi是工件组Gi的正压缩率。Kwak Ik-Soon等人提出排序依赖作业切换时间的单机调度的作业切换时间依赖于紧邻工件的大小,假设λi是工件i的大小尺寸,则从工件i切换到工件j的作业切换时间为sij=f(λi-λj),如果λi≥λj,则sij≤sji。
为了解决难以准确估算的作业切换时间给生产计划和调度带来影响的问题,通过采集生产数据和应用回归分析方法,设定了一套适合企业实际生产的标准零件拆卸时间。通过基于模特法的工时计算方法可以估算加工工序的作业切换时间。
上述主要基于学习效应和退化效应研究了作业切换时间的线性关系,或者基于加工时间研究了标准作业切换时间的线性关系。而实际生产中,单件、小批量生产模式下的工件加工,学习效应和退化效应并不明显,并且研究中给出的表达式含有指数等,增加了计算难度,不利于应用到实际生产中。
缩短作业切换时间的方法有很多种,如快速换模技术,以及在产品设计过程中同时考虑成组特征,设计通用型工装,开发快速装夹方式等。
(1)快速换模技术(Single Minute Exchange of Die,SMED),有些企业也称其为QCD(Quick Die Change)。日本的新乡重夫先生(Shigeo Shingo)首创了SMED,其主要操作法则包括双脚勿动和并行操作,要求在换模过程中多名员工并行操作,而且作业切换所用到的模具、道具和清洁工具等要按顺序整理好,放在专用的台车上。SMED是一种尽可能减少模具的产品换模时间、生产启动时间或作业切换时间等过程的改进方法,可显著地缩短机器安装、设定换模所需的时间。该方法最初应用于丰田企业,使产品的作业切换时间从4小时缩短到3分钟。SMED不需额外的库存即可满足客户要求,有利于缩短交货时间,即资金不需要压在额外库存上,减少调整过程中可能出现的错误,缩短切换的停车时间意味着有更高的生产效率。SMED实质上是通过尽可能地将内作业切换时间转换为外作业切换时间的方式来缩短作业切换时间。
(2)基于成组技术缩短作业切换时间。成组技术最先应用于生产工艺方面。根据零件的加工方法、安装方式和机床调试的相近性划分零件,再设计出适合零件组加工的成组工序。成组工序可以采用同一台机器和工艺装置,或采用相同或相近的设备加工零件组的零件。如果根据零件组安排生产调度计划,就可以有效地减少更换零件品种所花费的设备调试时间。另外,根据零件组内零件的安装方式和尺寸相近性,设计出了应用于成组工序的公用夹具—成组夹具。只要进行少量的调整或更换某些元件,成组夹具就可以适用于零件组所有零件的工序安装。
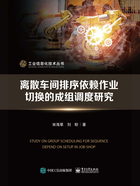
综上所述,作业切换时间缩短的方法如图1.1所示。

图1.1 作业切换时间缩短的方法
对于汽车制造所采用的大批量或者流水线生产模式,快速换模方法能够有效地缩短作业切换时间。但多品种、小批量的离散车间的应用则受到限制,主要原因是产品的多品种、多型号,无法实现通用化设计,不能通过快速换装等方法来避免设备、工装间的配合调整问题,并且离散车间生产是单人单机作业的,整个作业切换需要操作者独立完成,无法实现快速换模。